Toughest Machining Challenge Ever (Fuel Injection Component)
Challenge:
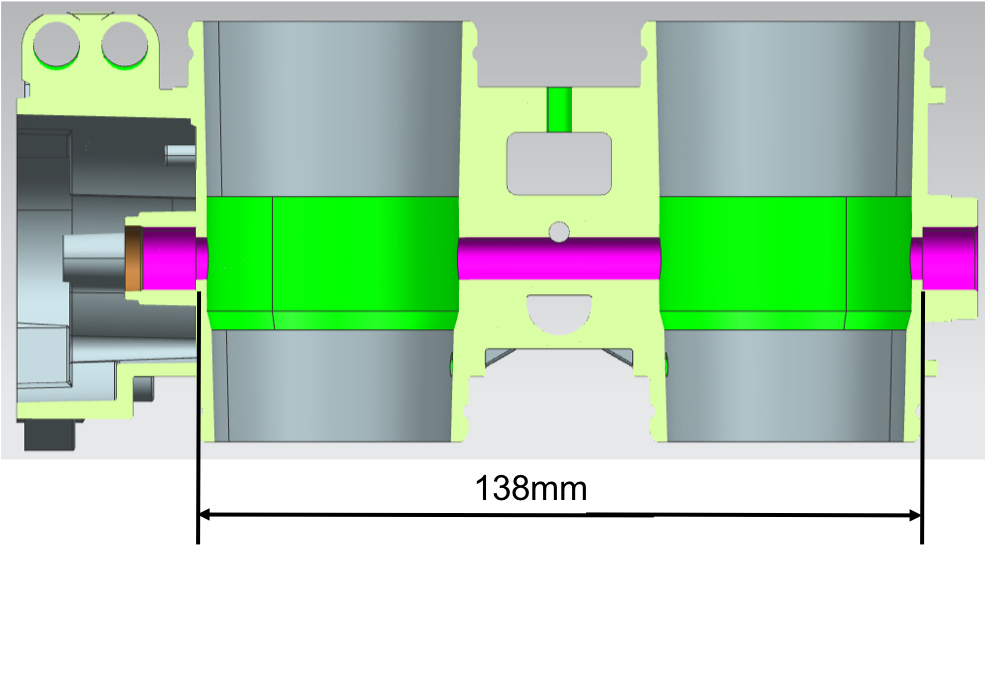
Diameter 8 having a tolerance of 10 microns & concentricity of
both ends to be within 30 microns. The length of Diameter 8 is
138mm means an L/D ratio of 17:1. If we check in the design,
Diameter 8 has intermittent cuts. Bore tolerance 10 microns,
concentricity over 138 mm of 30 microns, these complexities
further aggravated by an intermittent cut
- "A nightmare for an
engineer".
Innovation: A unique combination of cutting tools beginning with drilling operation, followed by primary & secondary reaming, has been developed and established by the SOM Engineering team. The European counterpart used to machine these features on large size HMCs. Here in INDIA, we have been performing these operations on VMCs with 4th Axis.
Result: Accuracy & precision sustained for the last four years.